
Laser ultrasonics (LUS)
Swerim is world leader in the area of laser ultrasonics for use in the metal industry with over 20 years of laboratory experience and numerous field trials at industrial sites. In various national and European projects we have evaluated LUS extensively and have a good understanding of its strength and limitations.
Laser ultrasound (LUS) can be used for a variety of different applications. For the metal industry the technique can be used for measurement and detection of e.g. grain size, defects, anisotropy and mechanical properties. Since LUS is a laser-based technique it is remote and thus suitable for on-line monitoring of material characteristics and properties.
Take a virtual tour in our LUS-lab.
Material characterization
LUS can be used for on-line material characterization in the metal industry and measure for example grain size, texture and various mechanical properties. For more info please watch the Webinar on LUS.
The ultrasonic waves are attenuated and scattered when propagating through the material. When the wave travels through a grain boundary there is a small reflection due to difference in acoustic impedance between the grains. Therefore, the backwall echoes will be broadened if the grain size increases (Figure 1). By measuring the frequency dependent attenuation, the grain size can be estimated.
Texture is another characteristic that can be measured with LUS. The ultrasonic velocity is proportional to the young's modulus and density. By measuring the ultrasonic velocity in different directions inside the material, the stiffness matrix can be estimated.
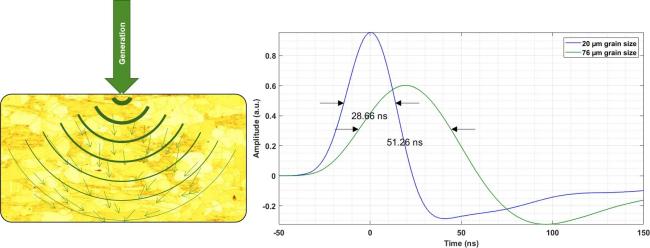
Figure 1.
Swerim has worked in several large European and national projects within this area, where the LUS work have been supported by detailed metallographic investigations of the accompanying microstructures and textures using optical and Scanning Electron Microscopy (SEM), in particular, using the Electron Back-Scattering Diffraction (EBSD) technique.
Figure 2 below shows a cold-rolled SS304 that was heated in one end (recrystallization and grain growth) while keeping the other end cold (non-recrystallized), resulting in gradient sample. The measured grain size with LUS correlates very well to the destructive EBSD-measurements regarding grain size and texture.

Figure 2.
Background of LUS
With laser ultrasonics the ultrasound is both generated and detected with a laser source. The technique is a contact-free and nondestructive method for material characterization and defect detection.
LUS is completely contact-free and the working distance between the instrument and the sample can be altered simply by the choice of optics. One laser is used to generate the ultrasonic waves which propagates and interact inside the material, and another laser for measuring the surface vibration, thus detecting the ultrasound, see schematic figure below (Figure 3). This makes LUS suitable for measuring at high temperatures in harsh environments and on moving objects.

Figure 3.
The ultrasonic signals detected is affected by the mechanical properties and characteristics of the material. Thus, by various signal processing methods and algorithms, a variety of different material properties and characteristics can be measured. There are mainly three ultrasonic properties (reflections, attenuation and velocity) that can be measured and correlated to intrinsic material properties, see figure below (Figure 4).

Figure 4.
Contact
